
SimplyCam V3. Documentation
- SimplyCam V3
- Interface
- Toolbars
- Vectorization
- Settings
- Toolpath Manager
- Mill Toolpaths
- Laser, Plasma, Waterjet Toolpaths
- Lathe Toolpaths
- Mill tutorials
- Laser, Plasma, WaterJet tutorials
- Lathe tutorials
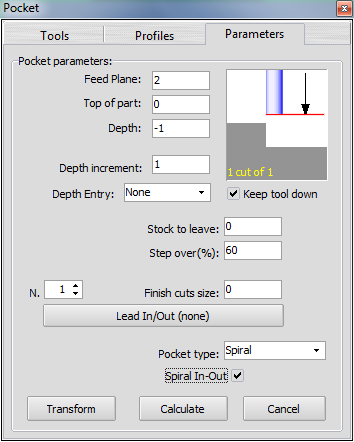
Pocket parameters
This dialog contains the parameters specific for the Pocket toolpath.
Feed Plane
The parameter set the Z coordinate at which the tool move at rapid traverse (G0).
From this position, the tool move in Z to enter into the workpiece, with feedrate (G1).
The "Feed Plane" parameter also set the Z coordinate at which the tool retract, after the processing, or before performing the move rapidly between the various profiles of the working or between the different operations (absolute).
Top of Part
This parameter set the Z coordinate of the upper surface of the workpiece/material (absolute).
Depth
This parameter set the final machining depth (absolute).
Depth Increment
Set the maximum value of material removed for each Z cut.
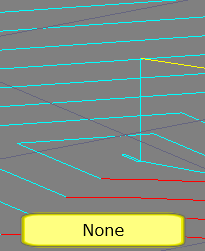
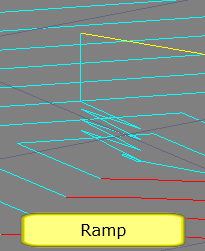
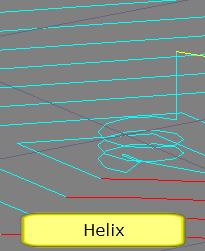
Depth Entry
The Depth Entry parameters contains options for adding ramp or helix to the pocket toolpath entry.
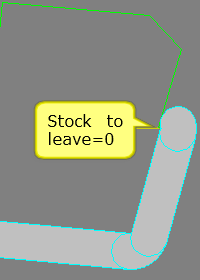
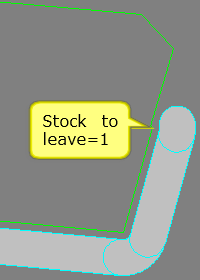
Stock to leave
Sets the value of material to leave (or remove from) the outer contour and the inner islands of the pocket, such as performing a subsequent finishing with another tool.
A positive value leaves the material.
A negative value removes material.

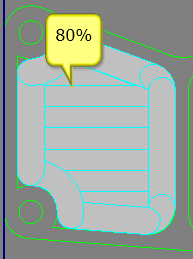
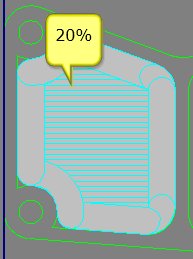
Step Over %
Set the spacing between each XY roughing pass.
This value is defined as a percentage of the cutter diameter.
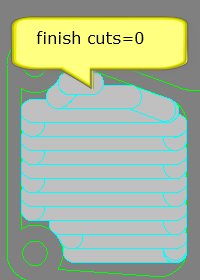
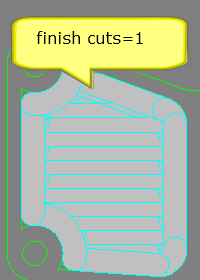
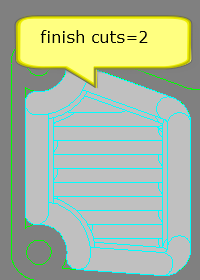
Number of finish cuts / Finish cut size
Set the number of finishing cuts and the removal value for each finishing cut on the outside walls of the pocket and on the walls of the islands.
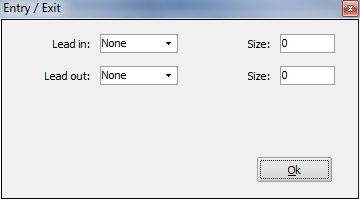
Lead In / Lead Out
This dialogs controlling how the tool approaches and retracts to the part at the start and at the end of profile.
More information....
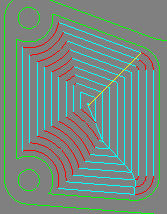
Pocket Type:
This parameter sets the roughing method of the pocket.
- - Zig Zag:
- Roughs the pocket in a linear motion according to the roughing angle
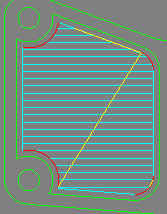
- - Spiral:
- Roughs the pocket in parallel profiles from inside to outside or vice versa, from the outside to inside.
Transform
This option allows you to arrange multiple parts on the same workpiece.
Calculate button
Performs the calculation process of the toolpath, using the chained profiles and the current parameters defined.
Copyright ©2015 MR-Soft - SimplyCam version 3.0.6 - Help file built on 12/08/2015