
SimplyCam V3. Documentation
- SimplyCam V3
- Interface
- Toolbars
- Vectorization
- Settings
- Toolpath Manager
- Mill Toolpaths
- Laser, Plasma, Waterjet Toolpaths
- Lathe Toolpaths
- Mill tutorials
- Laser, Plasma, WaterJet tutorials
- Lathe tutorials
Drill Cycle Parameters
This box contains the parameters specific to the Drill Cycle toolpath.
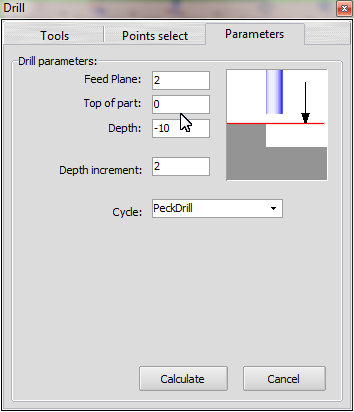
Feed Plane
The parameter set the Z coordinate at which the tool move at rapid traverse (G0).
From this position, the tool moves in Z to enter into the workpiece, with feedrate (G1).
The "Feed Plane" parameter also set the Z coordinate at which the tool retract, after the processing, or before performing the move rapidly between the various profiles of the working or between the different operations (absolute).
Top of Part
This parameter set the Z coordinate of the upper surface of the workpiece/material (absolute).
Depth
This parameter sets final drilling depth (absolute).
Depth Increment
Set the maximum value of material removed when the PeckDrill cycle is selected (intermittent cycle or cycle with chip removal).
Pitch
Sets the value of the thread pitch when the Tap cycle is selected (threading cycle).
Cycle
Defines the type of cycle applied to the selected points.
- - Drill Cycle (Simple drilling):
- Rapid move to the hole center with XY axis
- Rapid Z to "Feed plane" (Reference height)
- Feed Z down to the "Depth" position
- Rapidly retract Z to "Feed plane" (Reference height)
- Rapid move with the XY axes on the center of next hole
- Repeat this sequence
- - PeckDrill Cycle (drilling with chip removal):
- Rapid move to the hole center with XY axis
- Rapid Z to "Feed plane" (Reference height)
- Move the Z axis at the feed rate by "Depth Increment"
- Rapidly retract Z to "Feed plane" (Reference height)
- Rapid Z down to clearance up from the previous drilled depth
- New feed Z down with one "Depth increment"
- Repeat the last 3 step until the drilling bottom is reached
- Rapidly retract Z to "Feed plane" (Reference height)
- Rapid move with the XY axes on the center of next hole
- Repeat this sequence
- - Tap Cycle (thread):
- Rapid move to the hole center with XY axis
- Rapid Z to "Feed plane" (Reference height)
- Feed Z down to the "Depth" position
- The spindle is rotated in the reverse direction
- Feed retract Z to "Feed plane" (Reference height)
- The spindle is rotated in the normal direction
- Rapid move with the XY axes on the center of next hole
- Repeat this sequence
Calculate button:
Performs the calculation process of the Drill toolpath, using the selected points and the current defined parameters.
Copyright ©2015 MR-Soft - SimplyCam version 3.0.6 - Help file built on 12/08/2015